Bútorok vagy bármilyen fából készült szerkezet készítésénél időnként szükség van az alkatrészek rögzítésére hornyos csatlakozással. Számos módja van ennek a vegyületnek az elkészítésére. Az egyik lehetséges módról szeretnék beszélni - a kapcsolat létrehozásáról egy maróasztalon. Szerintem nem kell asztal, elég ha valami ravasz táblát rögzítesz a routerhez, de ehhez elég a fantáziád. De rendelkezésünkre áll egy asztal beépített routerrel. Igaz, borzasztóan néz ki, de nagyon funkcionális.
Kezdjük tehát egy részletesebb áttekintéssel.
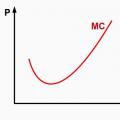
Először meg kell határoznia a horony mélységét, ennek megfelelően a csap vetülete innen lesz ismert. A mi esetünkben - 20 mm. A csap túlnyúlásának eléréséhez állítsa a maróasztal ütközőjét 20 mm távolságra a maró ütközővel szemközti szélétől. A megértés kedvéért, a képen látható módon:
A vágó kinyúlása határozza meg a csap vastagságát. Esetünkben a csap vastagsága 10 mm, a munkadarab vastagsága 20 mm. Ennek megfelelően mindkét oldalról 5 mm-es anyagréteget kell eltávolítani. Tehát a vágó túlnyúlása meg van határozva.
A munkadarab kezelésének megkönnyítése érdekében az asztalon egy toló látható - egy téglalap alakú rétegelt lemez. Segítségével a munkadarab pozícionálásra és nyomásra kerül a feldolgozás során. Ez biztosítja a stabilabb működést és felgyorsítja a folyamatot. Az alábbi képen a tüske megszerzésének folyamata látható:
A képen kék nyilak mutatják a nyomóerők irányát a munkadarab megmunkálásakor.
Több menetben a csap síkját vízszintes síkban alakítjuk ki, majd megfordítjuk a munkadarabot és ugyanúgy megkapjuk a csap végeit.
Ily módon végigfuttatjuk az összes olyan részt, amelyen csapot kell készíteni.
A következő lépés egy horony kialakítása a munkadarabban. Esetünkben a horony a vágó szélessége, azaz 10 mm. mélység - 20 mm. Ehhez módosítjuk a maró eltolását a kívánt horonymélységre, de a számítottnál 2-3 mm-rel kicsit nagyobbra, így a horonymélység kicsit nagyobb lesz, hogy biztosítsa az alkatrészek szoros csatlakozását. Ebbe a pozícióba telepítjük és rögzítjük a router határolót.
Magán az asztalon kockázatokat - orientátorokat alkalmazunk. Meghatározzák a szélső jelölési pontok helyzetét a maróhoz képest. A jelek felviteléhez ragassz maszkolószalagot az asztalra (nem volt szalagom, elektromos szalagot használtam). És merőlegeseket rajzolunk a maróasztal ütközőjéhez és a maró átmérőjéhez képest, az ábra szerint:
Ezután a maró kinyúlását első lépésre kis túlnyúlásra állítjuk, 5-7 milliméter...
És a munkadarabot középre helyezzük, a jelölések közé. Miután a vágót a munkadarabba vágta, az alábbi képen látható módon addig vezetjük, amíg a munkadarabon és az asztalon (szigetelőszalag) lévő jelölések egy vonalba nem kerülnek - ez megfelel a vágó helyzetének a munkadarab szélső pontján. horony. Ezután a munkadarabot az ellenkező végére visszük, és ugyanezt addig tesszük, amíg a jelek egy vonalba nem kerülnek. Elkészült az első menet.
Ezután növeljük a vágó túlnyúlását, szintén szemmel a második lépéshez, és ugyanezt tesszük. Harmadik menet – állítsa be a vágó maximális hatótávolságát, pl. a routeren korábban beállított limiter szerint. A harmadik lépés a végső, ez alakítja ki a kívánt horonymélységet, és egyben a horonyszélesség is véglegesen kalibrálódik. Az alábbi fotó a horony végső befejezését mutatja.
A saját biztonsága érdekében a munka előrehaladását egy már megmunkált alkatrészen jelzi, ha a router le van állítva!
Ezután előkészítjük a csapot a csatlakozáshoz. Mert a hornyok alakját maróval alakítjuk ki, a hornyok szélei lekerekítettek. A csapok téglalap alakú végeit vésővel óvatosan levágjuk. És itt az eredmény - az egység próbaösszeállítása...
A kézi maró egy univerzális mechanikus eszköz az otthoni műhelyben. A helyes használathoz alapvető leckéket kell kapnia a famaróval való munkavégzésről. Számos kínai gyártmányú maró van a piacon, mindegyik azonos kialakítású, és csak a motor teljesítményében különböznek egymástól. A szakértők azt javasolják, hogy vásároljon erősebb eszközt, mivel az elvégzett munkák listája jelentősen bővül. A kézműves képes lesz mintát kivágni, negyed vágást készíteni, csapokat vágni és egyéb bútorgyártással kapcsolatos műveleteket végezni.
Kreativitás határok nélkül
A maróberendezések nélkülözhetetlenek a fa feldolgozásakor. Segítségével egy fából készült blankot elegáns dekorációs termékké varázsolhat. Ezt a berendezést leggyakrabban profik használják, de tapasztalt amatőrök is elsajátíthatják. A gépek használata nem könnyű feladat, ezért mielőtt elkezdené velük dolgozni, gondoskodnia kell kényelméről és biztonságáról. Nagyon fontos a munkahely megszervezése. Az otthoni kézművesnek emlékeznie kell arra, hogy a munka során nemcsak a vágó vagy a mechanikus eszköz, hanem az egészség is megsérülhet.

A famegmunkálás nem csak a gépen végzett munka, hanem a munkahely előkészítése, az elvégzett munkák sorrendjének megtervezése is. A marás megkezdése előtt ki kell választani a megfelelő típusú marót egy adott feladathoz, figyelembe véve annak alakját és méretét. Válassza ki a gép sebességét és a vágási mélységet, és ne felejtse el, hogy a megmunkálandó anyagot biztonságosan rögzíteni kell az asztalhoz.
Az adott maróberendezés típusától függően a használatukra vonatkozó szabályok sok tekintetben eltérőek. Manapság széles körben használják a függőleges marógépeket, amelyekben az orsók a munkaasztal felett helyezkednek el. Kiválónak bizonyultak az olyan műveletekben, mint a famarás, a polcok és kerek asztallapok éleinek megmunkálása, horonykészítés, farészek összeillesztése. A kerek szerkezetek megmunkálásakor nélkülözhetetlen kiegészítő egy speciális iránytű tartólemezzel, amely biztosítja a precíziós feldolgozást.
 Ha útválasztóval dolgozik, meg kell tanulnia, hogyan kell nyugodtan és simán mozgatni. A kulcs a feldolgozott anyag megfelelő és biztonságos mozgatása. Ezt nem szabad túl lassan csinálni, mert égési nyomok jelenhetnek meg a fán, ami az anyag károsodásához vezethet.
Ha útválasztóval dolgozik, meg kell tanulnia, hogyan kell nyugodtan és simán mozgatni. A kulcs a feldolgozott anyag megfelelő és biztonságos mozgatása. Ezt nem szabad túl lassan csinálni, mert égési nyomok jelenhetnek meg a fán, ami az anyag károsodásához vezethet.
Forgácsok jelennek meg a fa megmunkálásakor a fa erezetének irányával szemben. Egy menetben akár 8 mm-es mélységig kell marni, egyes modellek 0,1 mm pontosságú beállítást tesznek lehetővé. A mély hornyokat és negyedeket több menetben kell marni.
Fa alkatrészek feldolgozása
 Az első dolog, amit meg kell tanulnia, a marási mélység helyes beállítása. Ehhez be kell állítani a nulla pontot. Lehetetlen mereven beállítani, mert minden vágócsere alkalmával változik. A nullapont a szerszám helyzete, amikor a vágó vége hozzáér az anyaghoz, és egy speciális eszközzel, úgynevezett bilinccsel rögzítjük.
Az első dolog, amit meg kell tanulnia, a marási mélység helyes beállítása. Ehhez be kell állítani a nulla pontot. Lehetetlen mereven beállítani, mert minden vágócsere alkalmával változik. A nullapont a szerszám helyzete, amikor a vágó vége hozzáér az anyaghoz, és egy speciális eszközzel, úgynevezett bilinccsel rögzítjük.
Figyelni kell arra, hogy minden útválasztónak más a helyzete rögzítéskor. A vágószerszámnak az anyag testébe való bemerülési mélységének szabályozására egy ütközőcsapot használnak durva beállító skálával.

A szármaróval végzett marásnál a forgácsolóerőből származó ellenerő oldalra mozgatja a marót. Ennek elkerülése érdekében hasadó kerítést kell használnia. Az őrlési folyamat a következő. Helyezze a vágót a jelölési vonal mentén, és rögzítse az ütköző helyzetét egy speciális csavarral. Állítsa be a marási mélységet és kapcsolja be a gépet. Ha a hasító kerítés a bal oldalon van felszerelve, akkor a routert maga felé kell húznia, amikor a jobb oldalon van - távolabb Öntől.
A gerendán lévő negyed kiválasztásához be kell állítani a maró vágóélét a legszélére, rögzíteni kell, be kell állítani a negyed mélységét, kapcsolja be a routert és húzza maga felé (ha az ütköző be van kapcsolva a gerenda bal széle). A keskeny rudak felületének marásának megvan a maga sajátossága. A probléma az, hogy nagyon nehéz a munkadarab keskeny oldalán tartani a routert. Ha működés közben inog, a horony pontatlan lesz.
A probléma elkerülése érdekében a tömböt bilinccsel kell befogni, és párhuzamosan egy pontosan akkora tömböt kell elhelyezni. Ekkor a marógép két támasztékot kap, és nem inog.
Kiválthatja a gyalugép munkáját. Ehhez több tartozékra lesz szüksége a marószerkezethez. Így néz ki: két egyforma méretű léchez rögzítsünk egy marószerkezetet, és használjuk gyaluként, ahol a tengely helyett egy nagy átmérőjű maró van beépítve.
Hasznos barkácsmesterségek
Ahhoz, hogy valami hasznosat, például egy dobozt készítsünk, nem szükséges bonyolult felszerelések és drága szerszámok egész arzenálja. Minimális eszközökkel és mechanizmusokkal boldogulhatsz . Az asztalos munkák elvégzéséhez szüksége lesz:

Anyagként abszolút bármi használható - például parkettadarabok, rétegelt lemezdarabok és hulladék forgácslapok, de mindig derékszögben. A munka egyszerűsítése érdekében egyszerű maróasztalt kell készítenie. A munkadarabok feldolgozásához nagy átmérőjű, egyenes horonyvágóra lesz szüksége. A folyamat valahogy így néz ki. Egy rögtönzött asztalon tervezze meg a parkettadarabok végeit. Jelölje meg a doboz oldalait, és szúrófűrésszel távolítsa el az összes felesleget.
A kapott nyersdarabokat vastagítóval kell feldolgozni, hogy az összes oldalfal mérete megmaradjon. Ha nincs felületgyalu, használhat egy maróasztalt. Ehhez állítsa az ütközőt a munkadarab méretére, és mozgassa az ütköző és a forgó maró közötti részt maga felé. A következő művelet az oldalfalak hosszának kalibrálására egy kirakós fűrésszel történik.
 Az oldalfalakat bajusszal kötheti össze. Ehhez meg kell marni az oldalfalak végeit egy 90 fokos szögű kúpos maróval. Ezt router segítségével lehet megtenni. Így az oldalfalak végei ugyanolyan 45 fokos ferdeszögűek. Ezután hornyokat kell készítenie az oldalakon az alsó részhez. Ehhez egy 6 milliméter átmérőjű szármarót használnak, amely megegyezik a rétegelt lemez vastagságával. Az alkatrészek ragasztóval vannak összekötve. A termék kívül-belül is ügyesnek és szépnek tűnik. Mit lehet még csinálni egy kézi famaróval? Bármit: például polcot holmik számára, fiókokat zöldségek vagy szerszámok tárolására, konyhabútorokat.
Az oldalfalakat bajusszal kötheti össze. Ehhez meg kell marni az oldalfalak végeit egy 90 fokos szögű kúpos maróval. Ezt router segítségével lehet megtenni. Így az oldalfalak végei ugyanolyan 45 fokos ferdeszögűek. Ezután hornyokat kell készítenie az oldalakon az alsó részhez. Ehhez egy 6 milliméter átmérőjű szármarót használnak, amely megegyezik a rétegelt lemez vastagságával. Az alkatrészek ragasztóval vannak összekötve. A termék kívül-belül is ügyesnek és szépnek tűnik. Mit lehet még csinálni egy kézi famaróval? Bármit: például polcot holmik számára, fiókokat zöldségek vagy szerszámok tárolására, konyhabútorokat.
Eszköztár
A szerszámosláda elkészítéséhez az oldalak ácskötését további csapok behelyezésével meg kell erősíteni. A műveletet kézi routerrel csapvágásnak nevezik. Nagyon nehéz manuálisan megtenni, ezért egyszerű eszközt kell készítenie - egy maróasztalt . A gyártás elve egyszerű:

A deszkában lévő csapok vágására szolgáló eszköz a következőképpen működik. Jelölje meg a marni kívánt helyet, és a deszkát az ütközőrúdhoz nyomva mozgassa a kocsit a vágószerszám felé irányítva. Az így létrejövő ujjcsukló az alkatrészek között erős és megbízható lesz.
Hogyan készítsünk panelt
 Az egyik leggyakrabban végzett asztalos munka a lambériakészítés. Ezt speciális vágógéppel hajtják végre. A munka hatékony elvégzéséhez egyszerű eszközt kell készíteni a marókészülék asztallapjához. Ehhez 500 x 300 x 10 milliméter méretű vastag rétegelt lemezre lesz szüksége. A vágóból való kilépéshez egy 100 milliméter átmérőjű lyukat kell vágni. A párhuzamos ütköző bilincsekkel van az asztalhoz rögzítve. A vágó beállításánál figyelembe kell venni az asztal felületétől a vágószerszám éles széléig mért egy milliméteres távolságot. A munkadarab minden oldalát egymás után megmunkálják. A panel vastagsága a vágó megemelésével állítható be.
Az egyik leggyakrabban végzett asztalos munka a lambériakészítés. Ezt speciális vágógéppel hajtják végre. A munka hatékony elvégzéséhez egyszerű eszközt kell készíteni a marókészülék asztallapjához. Ehhez 500 x 300 x 10 milliméter méretű vastag rétegelt lemezre lesz szüksége. A vágóból való kilépéshez egy 100 milliméter átmérőjű lyukat kell vágni. A párhuzamos ütköző bilincsekkel van az asztalhoz rögzítve. A vágó beállításánál figyelembe kell venni az asztal felületétől a vágószerszám éles széléig mért egy milliméteres távolságot. A munkadarab minden oldalát egymás után megmunkálják. A panel vastagsága a vágó megemelésével állítható be.
A kézi maró segítségével nagyon egyszerű bútorhomlokzatot kialakítani az ajtókon. Ehhez szüksége lesz egy formázott szármaróra, egy másolóhüvelyre és egy rétegelt lemez sablonra. A technológiai folyamat nagyon egyszerű:
- rögzítse a sablont a munkadarabhoz vékony szögekkel;
- állítsa be és rögzítse a vágó fába merítési mélységét;
- szerelje fel a másolóhüvelyt a marószerkezetre;
- nyomja a marógépet a sablonhoz, és kövesse a kontúrját.
Az eredmény a bútor homlokzatának elegáns kialakítása.
Olcsó és vidám
 A fafaragás mindig szép, gazdag és drága. Ezt tehetséges emberek, művészek vagy szobrászok teszik. De vannak olyan faragási módszerek, amelyeket bárki meg tud csinálni. Például nagyon egyszerű mintákat vágni fára kézi maróval. A munkavégzés kis átmérőjű szármaró segítségével történik a minta kontúrja mentén. Ehhez ki kell választani egy keményfa táblát, rá kell szögezni egy kartonból kivágott sablont, és a sablon szerint meg kell marni.
A fafaragás mindig szép, gazdag és drága. Ezt tehetséges emberek, művészek vagy szobrászok teszik. De vannak olyan faragási módszerek, amelyeket bárki meg tud csinálni. Például nagyon egyszerű mintákat vágni fára kézi maróval. A munkavégzés kis átmérőjű szármaró segítségével történik a minta kontúrja mentén. Ehhez ki kell választani egy keményfa táblát, rá kell szögezni egy kartonból kivágott sablont, és a sablon szerint meg kell marni.
Bármilyen teljesítményű marógép alkalmas a munkára. Kívánatos, hogy könnyű és kényelmes legyen, akkor könnyebb lesz a rajz másolása. Ezért nem kell aggódnia, hogy kezdőknek melyik routert válasszon; a lényeg az, hogy 2 milliméter vagy annál nagyobb átmérőjű marókat válasszon. Munka közben szorgalmasnak kell lennie annak érdekében, hogy a vékony vágót egyenletesen vigye végig a minta kontúrja mentén, és ne törje meg. A következő lépés a háttér mélyítése, ehhez egy nagy átmérőjű zászlóvágót használnak.
Veszélyes tényezők
 A marógépek teljes biztonságot és magas képzettséget igényelnek a dolgozóktól. Villamos gépek használatakor a marás során kilökődő anyag miatt balesetek következhetnek be. Ezért a munkát végzőnek speciális munkaruhával kell rendelkeznie.
A marógépek teljes biztonságot és magas képzettséget igényelnek a dolgozóktól. Villamos gépek használatakor a marás során kilökődő anyag miatt balesetek következhetnek be. Ezért a munkát végzőnek speciális munkaruhával kell rendelkeznie.
Ha a marási folyamat során erős por keletkezik, védőszemüveget kell viselnie. Ebben a helyzetben a maximális biztonságot speciális bilincsek és satu biztosítják, amelyek hatékonyan tartják a munkadarabot, megakadályozva annak kidobását. Ne tartsa kézzel a munkadarabot a vágó forgási zónájában, és ne érintse meg közvetlenül a forgó szerszámot. A marás során az alkatrész előremozdításához speciális szorítóeszközöket kell használni.
Miután elsajátította az asztalos készségeket, nagyszerű, ha megmutatja házi bútorait családjának és barátainak. Mi lehet kellemesebb, mint megérinteni egy borotvaéles pengét, beszívni a fa illatát, megérezni a textúráját, majd tiszta, friss vágást készíteni!
Ez a cikk az alapvető ácstechnikákat ismerteti. Hogyan használjunk asztalos szerszámokat különböző formák, illesztések és textúrák eléréséhez a fában. Ha nem biztos a technikában vagy a fafajtában, érdemes kísérletezni a fahulladékkal. Tegye rendbe műhelyét és tartsa karban. Egyes kézművesek megélesítik a kéziszerszámokat, kitakarítják a műhelyüket, és megtisztítják minden szerszámukat és gépüket, mielőtt új projektbe kezdenének.
Fa előkészítés és jelölés
Miután eldöntötte, hogy mit fog csinálni, ossza csoportokba a gondosan kiválasztott és gyalult fűrészárut. Jelölje meg az egyes darabokat a jövőbeni elhelyezkedése szerint a termékben, jelölje meg a felső, alsó, elülső felületeket és a legjobb éleket. Ceruza és mérőszalag segítségével jelölje be a kívánt hosszúságú szakaszokat, és egy négyzet segítségével jelölje meg a vágási vonalakat. Használjon iránytűt ívek és körök rajzolásához. Egy elválasztó iránytű segítségével vigye át a méreteket a rajzból a fára.
Ha szűkíteni kell a táblát vagy ki kell jelölni egy fugát, állítsa be a vastagítót a kívánt osztásra, és karcolja meg a jelet úgy, hogy a vastagítót a munkadarab széle mentén mozgatja. Kis ceruzával jelölje meg a ferde szögben futó vonalakat. Ha párosított részekre van szüksége, jelölje meg őket egyszerre, és ne feledje, hogy az egyik alkatrész a második tükörképe legyen. Késsel jelölje meg a csatlakozásokat.
Ívelt vágások
Elvégezhető elektromos fémfűrésszel, szúrófűrésszel vagy szalagfűrésszel. A fémfűrész jó nagy sugarú vágásokhoz és vastag fához, amikor a vágási vonal eltávolodik a szélektől.

A fémfűrészek forgó talpakkal vannak felszerelve, amelyek megváltoztatják a vágási szöget, és az anyag típusától és vastagságától függően különböző fűrészlapokat kell használni. Kis rádiuszú és 50 mm-nél kisebb fa vastagságú íves vágáshoz használjon szúrófűrészt vagy szúrófűrészt.

Telepítse az új fájlt, és húzza meg addig, amíg az ujjával rákattintva csengetni nem kezd. Ha nyílást kell vágni, akkor két dolgot tehet: vagy a szélétől kezdje el a vágást, vagy ha nem kell megérinteni a szélét, először fúrjon lyukat az eltávolítandó részbe, majd engedje el a vágás egyik végét. reszelő, vezesse át a kialakított lyukon, majd rögzítse és húzza meg újra.
Használjon fúróprést és Forstner biteket a nagy lyukak pontos és pontos fúrásához. Jelölje be a furat közepét, rögzítse a megfelelő fúrót, és állítsa be a mélységütközőt. Ezután szorítsa rá a munkadarabot bilincsekkel a munkapadhoz (ez eltart egy ideig, de teljesen megéri). Ha a furat mély, munka közben emelje fel többször a fúrót, hogy eltávolítsa a hulladékot és minimálisra csökkentse a túlmelegedést. Ha sok lyukat kell fúrnia egyforma alkatrészekbe, akkor érdemes fadarabokból sablont készíteni, amelyet bilincsekkel rögzítenek a gép munkaasztalához.

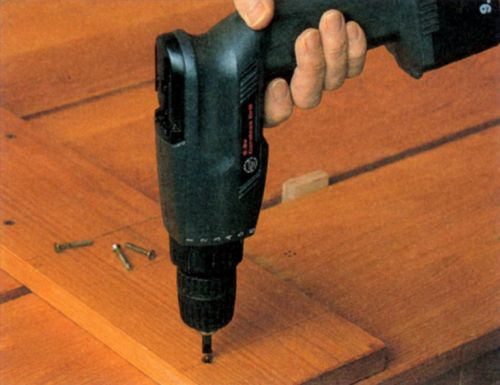
A csavarokhoz és a szögekhez való beépítési lyukak fúrásához fúrót kell használni, és kényelmesebb az akkumulátoros fúró használata. Ha sok csavart kell becsavarnia, helyezze be a szerszámhoz mellékelt csavarhúzót a fúrótokmányba.

Gyalulás kézzel
A gyalulás nagyon szórakoztató, ha éles a penge, és van elég ideje. A hézagoló ideális a gabona mentén történő gyaluláshoz. Ne felejtse el rögzíteni a munkadarabot a munkapadon. Végezzen tesztet, ellenőrizze, hogy a penge a megfelelő mélységre van-e állítva, majd kezdje el a munkát.

A homloksík jó az éles szélek befejezésére és a végek tisztítására. A pengét úgy helyezze el, hogy a legfinomabb forgácsokat vágja le. A végszakaszok megmunkálásakor ügyeljen arra, hogy ne tévedjen oldalra, és kerülje a kipattanást.

A hornyok kézi kiválasztása
Jelölje meg a hornyot ceruzával, vonalzóval, szögletes és esetleg kés hegyével, helyezze át a munkadarabot a fúrógép munkaasztalára, és megfelelő méretű fúróval fúrja ki a felesleges fa nagy részét.

Távolítsa el a forgácsot, rögzítse a munkadarabot egy satuba, és távolítsa el a maradék nem kívánt fát egy vésővel, függőlegesen tartva a szerszámot. Egyébként van egy kiváló.

A horony maróval választható ki, a megmunkálási technika a horony méretétől és helyétől függ. A maró kézben tartható és a munkadarab mentén mozgatható; nyitott horony kiválasztásakor rögzítse a munkaasztalhoz és mozgassa a munkadarabot. Ebben az esetben a munka pontossága a vezetőléc (ütköző) helyzetétől és a vágó magasságától függ. Mindig végezzen próbapasszt fahulladék felhasználásával. A legjobb, ha szakaszonként választja ki a hornyot, és több lépést hajt végre. Minden lépés után távolítsa el a fűrészport, hogy elkerülje a vágó túlmelegedését.

Kézi csap faragása
Jelölje be a vállvonalakat (a csap hosszát) négyzettel és késsel, majd vastagítóval jelölje meg a csap magasságát és szélességét. Távolítsa el a nem kívánt fát csapfűrésszel. Először vágjon be a szál mentén a vállvonalig a csap mind a négy oldalán. Ezután vágja le a csapot a vállvonal mentén a gabonán. Tisztítsa meg a csapot vésővel.
Ha sok csapot kell vágnia (vagy csak szeret gépekkel dolgozni), az asztali maró az ideális eszköz. Ha a munkadarab nagy mérete nem teszi lehetővé, hogy a maróasztalra helyezze, akkor jobb, ha bilincsekkel a munkapadhoz nyomja, és úgy dolgozza fel, hogy a marógépet a kezében tartja. Állítsa a kerítést a csap hosszára és a marót a kívánt magasságra, majd a munkadarabot erősen a kerítéshez tartva távolítsa el a felesleges fát több lépésben. Amikor a csap vége nekifekszik az ütközőnek, fordítsa meg a munkadarabot, és ismételje meg az eljárást a másik oldalon. Ha megáll, mielőtt a vágó elérné a vállvonalat, vágja le a csapot egy vésővel.

A tábla szélétől 10 mm távolságban 6 mm széles és 4 mm mély horony kiválasztásához tegye ezt. Rögzítse az útválasztót a munkaasztalhoz, és szereljen be egy 6 mm-es útválasztó bitet. Állítsa a vezetőlécet 10 mm-re. Állítsa be a vágó magasságát úgy, hogy 2 mm-rel az asztal felett legyen. A vezető mentén haladva hozzon létre egy 2 mm mély hornyot. Kapcsolja ki a routert, emelje fel a vágót további 2 mm-rel, és ismételje meg az áthaladást. 4 mm mély hornyot kap.

A 10 mm széles és 4 mm mély falc kiválasztásához az alábbiak szerint járjon el. Szüksége lesz egy egyenes vágóra, amely kisebb, mint a falc szélessége (például 5 mm átmérőjű). Állítsa az ütközőt 5 mm távolságra a maró hátsó élétől, a vágót pedig 2 mm magasságban. Helyezze a táblát az ütközőhöz, és válasszon egy 5 mm széles hajtást. Ismételje meg a lépést, továbbra is a deszkát az ütközőhöz támasztva, hogy 10 mm széles hajtást kapjon. Kapcsolja ki a marót, állítsa a bitet 4 mm magasságra, és ismételje meg a műveletet a hajtás befejezéséhez.

Nyomja a munkadarabot bilincsekkel a munkaasztalhoz. Válassza ki a horony szélességének megfelelő vagy kisebb méretű marót, és állítsa be a mélységütközőt. Bilincsek segítségével nyomjon a horonnyal párhuzamos facsíkot a munkadarabra, amely vezetőként szolgál. Engedje le az útválasztót, nyomja a talpát a vezetőhöz, kapcsolja be, várja meg, amíg a router eléri a teljes sebességet, és haladjon tovább. Ha a vágó keskenyebb, mint a horony, mozgassa a vezetőt, és ismételje meg az eljárást, amíg el nem éri a horony kívánt szélességét és mélységét.

Marás alakú élek
A formázott élek vágása routerrel nagyon egyszerű. Rögzítse a routert az asztalához, és helyezze be az Ön által választott vágót - kerek, sugár vagy formázott. Használjon támasztógörgős vágót.

Mozgassa az ütközőt úgy, hogy ne legyen útban. Nyomja a munkadarabot az asztalhoz, és hajtson végre néhány lépést a maróval balról jobbra. Addig folytassa a marást, amíg a munkadarab el nem kezd nyomódni a támasztógörgőhöz – ekkor a maró leállítja a vágást. Ha a formázott él megégettnek tűnik, az azt jelenti, hogy a vágó tompa, vagy túl lassan húzta a munkadarabot.

Marás sablon szerint
Használjon sablont, ha több, azonos élű alkatrészt kell készítenie. Először fűrésszel vágjuk ki a hozzávetőleges formákat úgy, hogy a marandó széleken legfeljebb 4-5 mm felesleges faanyag maradjon. Szerelje fel a vezetőgörgőt a router aljára. Vágjon sablont a rétegelt lemezből úgy, hogy hagyja az éleket, és közvetlenül a munkadarab felületére szögezze. Kapcsolja be az útválasztót, és vezesse végig a sablon szélén.
Sablonként vehet egy már elkészített alkatrészt, és használhat egy egyenes vágású hengeres marót tartóhengerrel (lehet a vágó tetején vagy alján).
Ezzel a fűrésszel bármilyen szögben könnyű vágni. Helyezze a vágópengét a keretre a kívánt szögben (90, 45, 36, 22,5 vagy 15°) és rögzítse. Állítsa a mélységmérőt a kívánt jelre. Helyezze a munkadarabot a fűrészasztalra, nyomja neki a kerítésnek, majd finom oda-vissza mozdulatokkal végezze el a vágást.

Vizsgálja meg a munkadarabot, és döntse el, hogy pontosan hol kell bevernie a szöget. Ha ez a terület a széléhez közel van, és fennáll a fa felhasadásának veszélye, először elektromos fúróval fúrjon be egy szerelési lyukat egy olyan fúróval, amelynek átmérője kisebb, mint a szög átmérője. Ezután egy megfelelő méretű kalapáccsal üsse be a szöget. Ha a szög görbe, szöghúzóval vagy fogóval húzzuk ki. Ha nagyon kicsi szögeket ver, amelyeket nehéz megfogni az ujjaival, használjon fogót.

Meghajtó csavarok
Választhat lágyacél, rozsdamentes acél, sárgaréz vagy alumínium csavarok közül, egyenes vagy Phillips hornyokkal és süllyesztett vagy serpenyős fejjel. A félkör alakú fejek jól kiemelkednek a fa felületén, a süllyesztett fejek vagy egy szintben vannak a felülettel, vagy sárgaréz alátéttel vannak szegélyezve, vagy fadugóval vannak elrejtve. A csavarokat kézi csavarhúzóval, megfelelő rögzítéssel ellátott fúróval vagy csavarhúzóval lehet becsavarni.
Fúrógép használatakor úgy szerelje be a reteszelő mechanizmust, hogy a csavar a kívánt mélységig legyen becsavarva. Ha a fa puha, akkor a beépítési lyukat csúszdával lehet készíteni, ha kemény, akkor kisebb átmérőjű fúróval.

Ahhoz, hogy elrejtse a csavarokat a fadugók alatt, lyukat kell fúrnia a dugó számára egy süllyesztőfúróval és egy megfelelő maróval a dugóhoz. Ne használjon acélcsavarokat tölgyfához – reagálnak a fával és a nedvességgel, és foltokat okoznak. Ehelyett válasszon bevonatos acél, sárgaréz vagy rozsdamentes acél csavarokat.
Ha kerek alkatrészeket szeretne készíteni (széklábak, tálak, tányérok), nem nélkülözheti esztergagépet. Vásárolja meg a legerősebb és legnehezebb gépet, amelyet költségvetése megengedhet magának – állítható tokmány és előlap készlettel. Az orsó alakú és hengeres részeket úgy esztergálják, hogy a munkadarabot a gép elülső és hátsó középpontja, tálak vagy tányérok közé rögzítik - az orsó külső oldalán.

A legjobb esztergagépek olyan eszközzel vannak felszerelve, amely lehetővé teszi a nagy munkadarabok orsó külső oldalán történő esztergálását. Különféle esztergaszerszámokra lesz szüksége - vésőre, vágóvágóra, ferde vésőre és sugárkaparóra.
A kilincs vagy retesz kivágásához nem kell más, mint egy jó, éles kés (nem rozsdamentes acél). Tartsa az egyik kezében a munkadarabot, a másikban a kést, és vágja le a fát, hüvelykujjával nyomja meg a penge hátulját. A többi már készség kérdése. A gyakorláshoz először kísérletezzen például puha hársfával.

Zsanérok beszerelése
A két legelterjedtebb zsanértípus a dekoratív sárgaréz fedőzsanérok (a felülethez egy síkban csavarozott süllyesztett csavarokkal rögzítve) és az acél hornyos zsanérok (acél süllyesztett csavarokkal rögzítve a foglalatokba). Utóbbi esetben egy kés hegyével körvonalazzuk a csuklópántot, vésővel vágjuk le a körvonalat, majd vésővel válasszuk ki a kívánt mélységig a fát. A szárnynak szorosan illeszkednie kell a foglalatba. Mindig vásároljon megfelelő csavarokat a zsanérokkal együtt.
Fa csiszolása
A sima felületek eléréséhez számos típusú csiszolópapírt (csiszolópapírt) használnak. A bőr használható önmagában vagy egy fatömb köré tekerve. A legjobb, ha többször csiszolja a fát - fűrészelés után, a ragasztó megszáradása és a végső simítás után.

Az első csiszoláshoz használjon szokásos csiszolópapírt, a befejezéshez - finom alumínium-oxid alapú csiszolópapírt (drágább, de sokkal tovább tart). Nagy sík felületek csiszolásához használjon hengeres csiszolót. Jól szellőző helyen dolgozzon, és feltétlenül viseljen pormaszkot.

Természetes fa kivitel
Eredetileg a "természetes felület" kifejezés azt jelentette, hogy a fát csiszolták és természetes állapotában hagyták, de ma már magában foglalja az olajozást vagy viaszolást is. A dán vagy teak olajat vékony rétegben, szöszmentes pamutkendővel vagy ecsettel kell felvinni.

Hagyja megszáradni, és a legfinomabb csiszolópapírral csiszolja le a „gerinceket” (a megemelkedett farostok durva textúráját, amely akkor jelentkezik, amikor az első bevonat felszívódik), majd vigyen fel egy második vékony réteget. Ha kevésbé szeretné keményíteni a felületet, dörzsölje be viaszmasztix-szal.
Az élelmiszerekkel érintkezésbe kerülő tárgyak elkészítésekor használjon növényi olajat, például olívaolajat, teak vagy dán olaj helyett. Dörzsölje be egy ronggyal.
Választhat az ásványi alkoholos olajfesték és a vízbázisú akrilfesték között. Mindkét típusú festéket ecsettel hordjuk fel. Az egyik vagy másik festékkel festett felületek vizuális különbsége nagyon kicsi, azonban az olajfestékkel végzett munka után az ecsetet lakkbenzinnel, akrilfesték használata után pedig folyó vízzel kell lemosni.

Az olajfesték gőzei szédülést és hányingert, míg az akrilfesték gőzei torokszárazságot okozhatnak. Függetlenül attól, hogy milyen típusú festéket használ, viseljen légzőkészüléket, és lehetőség szerint dolgozzon a szabadban.
Különleges fafelületek
Ha amerikai tölgyfával dolgozik, a fa drótkefével érdekes textúrát kaphat. A textúra kellemes tapintású, az így kapott érdes felület pedig azt jelenti, hogy nem kell aggódnia a háziállatok karmai által okozott sérülések miatt.

A kefét addig mozgatjuk a szálak mentén, amíg a felületen nem marad kezeletlen rész, majd olajjal bedörzsöljük.

A gyertyalángú felület segít elrejteni a gyenge minőségű fa hibáit. Az olajos lakkot ecsettel hordjuk fel a festett felületre. Egy idő után kiszárad és ragacsossá válik, majd égő gyertyát engedünk a felület alá. Ügyeljen arra, hogy várja meg, amíg a felület ragacsossá válik (ujjlenyomatok látszanak rajta), és tartsa távol a polírozó- és ecsetdobozt a gyertyától. Jobb, ha ezt a munkát együtt végezzük valahol a műhelytől távol. Gyakoroljon a selejteken, mielőtt bármilyen komoly munkába kezdene.
Hogyan készítsünk hornyos csatlakozást?
Tenon and groove - mi ez?
Először is meg kell határoznia, hogy mi az a csap és a horony. Ez nem más, mint az alkatrészek összekapcsolásának módja.
Leggyakrabban az asztalosiparban, valamint más típusú termelésben használják. Sokféle horony és csap létezik, de erről majd máskor.
A megfelelően kivitelezett csapok és hornyok kellően szorosan kapcsolódnak egymáshoz. Ezt a kapcsolatot tartják az egyik legerősebbnek.
Nyelves és hornyos csatlakozási mód

Először meg kell határoznia, hogy milyen célra van szükség erre a csatlakozási módra. Ha ez egy asztal, akkor a benne lévő jumperek általában a függőleges lábakhoz vannak csatlakoztatva.
Következésképpen a farostok függőlegesen és vízszintesen futnak. Ha ez egy fali asztal vagy egy fiókos éjjeliszekrény, akkor az itt található jumperek egy kicsit másképp helyezkednek el. A lábakhoz képest vízszintesek lesznek.
Mindenesetre egy ilyen kapcsolat lesz a legmegbízhatóbb. Nagyszámú hornyos csapolás készítésekor speciális gépeket használnak. Ha egy vagy több hornyos illesztésre van szüksége, és nincs kéznél asztalos berendezés, akkor ezt manuálisan érdemes elvégezni. Ehhez szüksége lesz egy asztalos szerszámkészletre, beleértve:
- fémfűrész;
- bilincs - 2 db;
- mérőeszköz;
- ceruza a jelöléshez.
Először egy tüskét készítünk a jövőbeni kapcsolathoz.
Ehhez vegyen egy rudat, és jelölje meg rajta a jövőbeli csap méreteit.

Először jelölje meg a tüske hosszát. Ezt a munkadarab minden felületén végezzük.


Ezt követően a munkadarabot az asztalra helyezzük, a csap hosszának keresztirányú vonala mentén egyenletes rudat helyezünk rá, és rögzítjük egy bilinccsel. Erre azért van szükség, hogy tökéletesen merőleges vágást kapjunk.



Vágásokat végzünk a csap hosszának megjelölt kerülete mentén, átrendezve a rudat a bilinccsel.
Folytatjuk a csap keresztmetszetének kivágását.

Egy bilincs segítségével függőleges helyzetben rögzítjük a munkadarabot az asztalhoz.




Az egyenes vágáshoz egy előre elkészített T-alakú sablont használunk. Ez egy rétegelt lemez lemez, amelyhez egy csík van rögzítve, mint a képen. A sablont bilinccsel rögzítjük a munkadarabhoz. Ezután vágásokat készítünk a csap széles oldalain.


A szelvény keskeny oldalain, ha az kicsi, T-alakú sablon használata nélkül is vághatók. Fontos ellenőrizni a fémfűrészlap helyzetét, szigorúan párhuzamosnak kell lennie a munkadarabbal.

Ennek eredményeként kiváló minőségű tüskét kapunk a megadott méreteknek megfelelően.
Térjünk át a horony elkészítésére.

Ismét a jelöléssel kezdjük. A munkadarabon a csap-horony csatlakozásnál jelöljük meg a csap keresztmetszeti méretét.


A munkadarabot bilinccsel rögzítjük az asztalra. Ha a munkadarab vékony, akkor a rögzítés megkönnyítése érdekében több alkatrészt vagy megfelelő méretű táblát veszünk, és rögzítjük egy bilinccsel, a képen látható módon.

Először szélességben vágunk egy lyukat, a merőlegesség érdekében a vésőt a sarokba helyezzük.




Adott méretű mélyedést készítünk a csap hosszjelzésének megfelelően, előzetesen a vésőcsúcsra ráhelyezve.

A megadott mélység elérése után a hornyot megtisztítjuk és az alkatrészt csappal behelyezzük.

A núd-horony csatlakozás készen áll.
Hogyan készítsünk helyesen a hornyos csatlakozást? Még néhány finomság
Mivel nem lehet speciális gépen hornyos illesztést készíteni, Yu. A. Egorov módszerével otthon is kiváló minőségben elvégezhető.
Ehhez ki kell számítani a fűrész vágási szélességét, amelyet a fogak mérete határozhat meg. Csak néhány vágást kell végrehajtania bármely fadarabon.

Közvetlenül a munkavégzés megkezdésekor megmérjük az első rész (a leendő csap) vastagságát, és a második részen egy vonalat húzunk a horony várható helyére.
Most mindkét részt felvisszük egymásra úgy, hogy a végeik egybeessenek. Az oldalsó élek mentén, egymáshoz képest, eltoljuk őket a vágás szélességével.
Rögzítjük az alkatrészeket a munkapadon, és egyenletesen vágjuk a szélességben. Különböző vastagságú alkatrészek esetén a vékonyabb rész mélyebb bevágásokat tartalmaz és fordítva. Különös figyelmet fordítunk arra, hogy a vágások ne hozzunk létre kúp alakú csapokat.
Ha az eltolódás kisebb, mint a vágás szélessége, az alkatrészek szorosan illeszkednek. Ez bármilyen bútorrögzítésnél fontos lesz.

A vágás szélességénél nagyobb eltolódással a levehető (csapon) rögzítőelemek normál működése biztosított.
Figyelembe véve a bevágások mélységét és hosszát, a nem szükséges csapok közepén újakat készítünk. Ezt követően vésővel óvatosan eltávolítjuk a számunkra alkalmatlan csapokat, hornyokat készítve belőlük, és megtisztítjuk.
Ha a csatlakozásnak állandónak kell lennie, akkor felragasztják, és az egész terméket lecsiszolják.
Hogyan készítsünk csapot és hornyos kötést egy routerrel
A csap és a horony összekapcsolása, mint látjuk, kézzel is elvégezhető. Ha azonban sok a csapos és hornyos illesztés, akkor jobb, ha routert használunk. Ilyen esetekben különösen hasznos lesz egy munkaasztallal ellátott router.
Annak érdekében, hogy megkönnyítse a lyukat a munkadarabon a csapos hornyos csatlakozáshoz nagy mennyiségben maróval, például széklet készítésével, készíthet egy befogót.

Ezután a barázdák elkészítése csak néhány percet vesz igénybe.

Ehhez először léc alakú határolókat kell felszerelni egy rétegelt lemezre, és a lyukakat a fiók és a láb kívánt horony méretére vágják. Két léc van rögzítve a router szélessége mentén, korlátozva a keresztirányú eltolást, a másik kettőt az eszköz hosszának és a horony méretének figyelembevételével kell beállítani.


Az asztalra két, a munkadarabnak megfelelő méretű rudat rögzítünk, hogy hosszában szabadon mozoghasson.


Beállítjuk és biztosítjuk az ütközőt.

Ezután önmetsző csavarokkal rögzítjük a készüléket az asztalon lévő rudakhoz.

Egyenes maróval felszerelt berendezéseket veszünk és beállítjuk a marási mélységet. Ezt kész minta segítségével tesszük.

A marási mélységet a fúrógép vastagságának figyelembevételével állítjuk be.

A marás előfeltétele, hogy a munkadarabot bilinccsel rögzítsük, különben a maró ereje alatt elmozdulhat.

Ezután közvetlenül feldolgozzuk a hornyot.

A horony lyuk készen áll.
Térjünk át a tüske elkészítésére. Kisüzemi gyártásban ezt kényelmes körfűrészen megtenni.


A csap elkészítését a horony megmérésével kezdjük. A horony mélysége a csap hossza lesz.


A horony hosszát a gépen a szerszám szélességének figyelembevételével állítjuk be. A körfűrészt a munkadarab szélessége és az asztal felületétől számított horony hossza közötti különbség felének szintjére állítjuk. Ezután két vágást végzünk a csap hosszában. Érdemesebb próbavágásokat végezni, amikor egy körfűrészt felállítunk a felesleges fadarabokra, különben tönkretehet egy jó részt.


Az előkészítő munka befejeződött. Kezdjük közvetlenül kivágni a csapot.



Ehhez a körfűrészt a csap hosszára állítjuk, és a méret a vágószerszámtól az ütközőig a munkadarab szélessége és a horony hossza közötti különbség fele. Két vágást végzünk a munkadarab szélessége mentén az ellenkező oldalon.


A következő művelet a méret módosítása a szerszámról az ütközőre. Ebben az esetben a távolság egyenlő lesz a munkadarab magassága és a horony szélessége közötti különbség felével. A maradék két vágást elkészítjük.


Most vegyen egy ácskést, és kerekítse le a csap sarkait.


A végső feldolgozást csiszolópapírral végezzük, a kényelem érdekében egy blokkhoz rögzítve.

Ellenőrizzük, hogyan illeszkedik a csap a horonyba. Szorosan illeszkednie kell, és nem inog.
Így megvizsgáltunk néhány olyan csapot és hornyot, amelyeket akár saját kezűleg, akár gyári megrendeléssel készíthet.
Bár az utóbbi időben divatba jöttek a fémvezetők és mindenféle új rögzítőelem, a horony-hornyos csatlakozás továbbra is tiszteletet érdemel, és az egyik legtartósabb csatlakozás.
Nem csak a famegmunkálási termékekben használva, különböző vállalkozások kezdtek jobb minőségű termékeket gyártani.
Megnézhet egy videót is az asztali körfűrészen a csapok készítéséről
Az Ön számára kiválasztva:
Most látni fogja, hogyan lehet 100 x 100 mm-es fenyőgerendák erős és láthatatlan összekötését létrehozni.
A kézműves olyan csapot fog vágni, amely 50 mm-re belefér a „fogadó” blokkba. Ehhez 50 mm-t mér a végétől, és vonalakat húz a rúd összes oldalsó élére.
Ezután a tömb hosszanti élére húz egy középvonalat, és attól mindkét irányban 1 cm-t mér. A csap teljes szélessége 2 cm, keresztirányban mindkét irányban 50 mm-t kell mérni.
Most már elkezdheti a reszelést. Ezt legegyszerűbben fémfűrésszel lehet megtenni. Vágjon a végétől az előzőleg megrajzolt vonalakhoz. Most vágja le a felesleges anyagot mindkét oldalról. Ügyeljen arra, hogy magát a csapot ne fűrészelje át.
Egyértelmű éles vésővel vágja le a felületeket. Ennek során mindig tartsa a vésőt úgy, hogy a letörés maga felé nézzen. Most le kell vágnia 50 mm-t az oldalakon. Ehhez a mester fémfűrészt is használ.
A tövis készen áll. A mester pontosan megméri annak hosszát és szélességét. Most ezeket a méreteket át kell vinni a „fogadó” blokkra. A csap szélessége 20 mm, a horony szélességének meg kell egyeznie.
Annak érdekében, hogy a csap pontosan középen üljön, a mester egy 37,5 mm-es vonalat húz egy 75 mm széles oszlopra. Ezután egy 20 mm-es fúróval a mester pontosan a kiemelkedés méretére fúrja a lyukakat.
Tehát négy lyukat fúrunk a csap szélességének megfelelően. Most össze kell őket kombinálni és éles vésővel megtisztítani, ügyelve arra, hogy ne menjenek túl mélyre. Ha a horony kitisztult, próbálja meg kicsit belenyomni a csapot. Könnyen be kell illeszkednie a horonyba.
Hajtsa be a csapot, és ellenőrizze, hogy jól illeszkedik-e és megfelelően ül.
Ezek után szükség lesz egy kis ragasztóra. A legjobb habzó poliuretán ragasztó használata, amely biztosítja az alkatrészek megbízható rögzítését. Csak a csap végére vigyen fel ragasztót. Óvatosan nyomja a csapot a helyére.
A csatlakozás kész, az alkatrészek szilárdan rögzítve vannak. De még erősebbé teheted a kapcsolatot. Tegyen jelölést a külső közepére, és fúrjon egy lyukat egy fa dübel számára.
Az átmenő furat hossza 100 mm. Vágjon le egy 16 mm-es kerek fenyőlécből körülbelül 120 mm hosszú darabot, ennek kissé ki kell állnia a darab mindkét oldaláról. A keményfa helyett jobb a fenyő használata. A fenyőfa nedves állapotban enyhén kitágul, és megbízhatóan beszorítja a szerkezetet. Ez keményfákkal nem történik meg. A fúrófejnek ugyanolyan méretűnek kell lennie, mint a fa tipli.
Az egyik oldalon enyhén élesítse meg a tiplit, és kenje be jól poliuretán ragasztóval. A lyukat is kenje be ragasztóval. Helyezzen be egy fa tiplit úgy, hogy mindkét oldalon kissé kilógjon. Hagyja megszáradni a ragasztót, mielőtt folytatná.
Most vágja le a bélés kiálló végét egy finom fogazatú fémfűrésszel az egyik oldalon. Fordítsa meg a szerkezetet, és vágja le a másik kiálló végét. A kapcsolat készen áll. A csomópont csak a kerek betéten látható. De festés vagy másik bevonat felhordása után nem lesz látható.