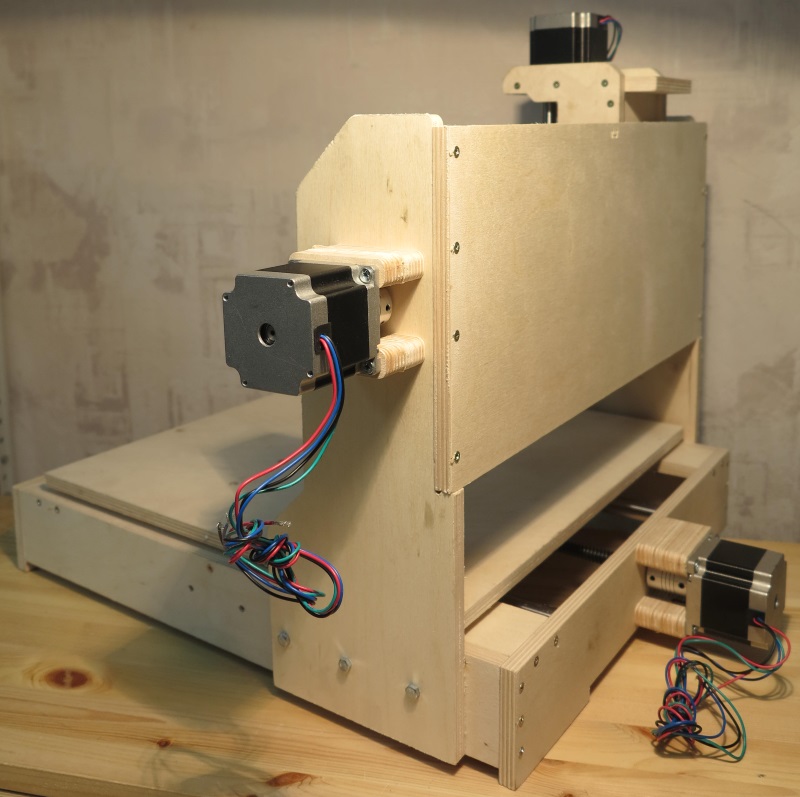
TengelyelrendezésX, Y, Zasztali CNC maró és gravírozógép:
A Z tengely függőlegesen mozgatja a szerszámot (marót) (fel és le)
X tengely - a Z kocsit keresztirányban (bal-jobb) mozgatja.
Y-tengely - mozgatja a mozgatható asztalt (oda-vissza).
A maró-gravírozó gép berendezése megtalálható
A Modelist2020 és Modelist3030 CNC gép készlet összetétele
I 12mm-es rétegelt lemezből készült mart alkatrészek készlete önszereléshez
CNC-gép csúszóasztallal történő összeszereléséhez készült mart alkatrészek készlete a következőkből áll:
1) CNC router portál lábai
2) CNC mart alkatrészek készlete a Z tengely összeszereléséhez
3) CNC mart alkatrészek készlete a csúszóasztal összeszereléséhez
4) mart CNC gépalkatrészek készlete léptetőmotor-tartók és orsórögzítés összeszereléséhez
II A marógép mechanikai készlete tartalmazza:
1. tengelykapcsoló a léptetőmotor tengelyének a gép vezércsavarjával történő összekapcsolásához - (3 db). A méret csatolás Modelist2030 géphez NEMA17 léptetőmotorokkal - 5x5mm. Modelist3030 géphez Nema23 léptetőmotorokkal - 6,35x8mm
2. Acél lineáris vezetők a Modelist3030 CNC géphez:
16 mm (4 db) X és Y tengelyekhez,
12 mm (2 db) a Z tengelyhez
A Modelist2020 CNC gépnél a lineáris mozgásvezetők átmérője:
12 mm (8 db) X, Y és Z tengelyekhez.
3. lineáris gördülőcsapágyak a Modelist3030 marógéphez:
Lineáris csapágyak LM16UU (8db) X és Y tengelyekhez,
Lineáris csapágyak LM12UU Z tengelyhez.
Modelist2020 CNC marógéphez
Lineáris csapágyak LM12UU (12db) X, Y és Z tengelyekhez.
4. ólomcsavarok a Modelist2020 marógéphez - M12 (emelkedés 1,75mm) - (3db) d=5mm alatti megmunkálással az egyik végétől, a másik végétől d=8mm alatti megmunkálással.
Modelist3030 marógéphez - TR12x3 trapézcsavarok (emelkedés 3mm) - (3 db) d=8mm alatti végmegmunkálással.
5. radiális csapágyak a vezércsavarok rögzítéséhez - (4db) egy csapágy alumínium blokkban a Z tengelyhez.
6. grafittal töltött caprolonból készült menetanyák az X, Y és Z tengelyekhez (- 3 db)
III CNC marógép elektronikai készlet:
1. Modelist2020 CNC gépekhez: NEMA17 léptetőmotorok 17HS8401(méret 42x48mm, nyomaték 52N.cm , áramerősség 1,8 A, fázisellenállás 1,8 Ω, induktivitás 3,2 mH, tengely átmérője 5 mm)- 3 db.
CNC gépekhez Modelist3030: léptetőmotorok 23HS5630 (méret 57x56mm, nyomaték 12,6kg*cm, áramerősség 3,0A, fázisellenállás 0,8Ω, induktivitás 2,4mH, tengelyátmérő 6,35mm)- 3 db.
2. CNC léptetőmotor-vezérlő speciális Toshiba TV6560 mikrolépcsős meghajtókon, zárt alumíniumházban
3. tápegység 24 V 6,5 A CNC géphez Modelist2020 és 24 V 10,5 A CNC géphez Modelist3030
4. összekötő vezetékek készlete
CNC marógép összeszerelési sorrendje mozgatható asztallal.
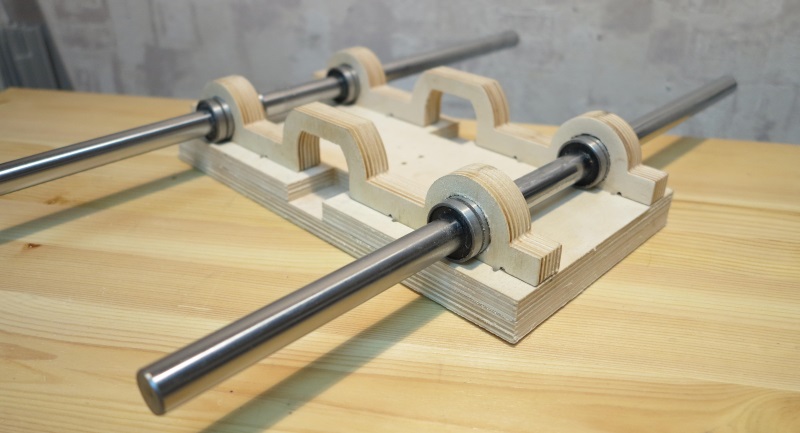
Bármely szerszámgép lineáris mozgásrendszere két részből áll: a lineáris persely egy mozgó elem és a rendszer rögzített eleme - egy lineáris vezető vagy tengely (lineáris támasz). Lineáris csapágyak lehetnek különböző típusok: persely, osztott persely, alumínium héjpersely a könnyű rögzítéshez, golyós kocsi, görgős kocsi, melynek fő feladata a teherbírás, a stabil és pontos mozgás biztosítása. Lineáris csapágyak (gördülő súrlódás) használata siklóperselyek helyett jelentősen csökkentheti a súrlódást, és kihasználhatja a léptetőmotorok teljes teljesítményét hasznos munka vágás.
1. kép
1 Kenje meg a rendszer lineáris csapágyait a marógép lineáris mozgása speciális zsírral (használhatja a Litol-24-et (az autóalkatrész-üzletekben értékesítik)).
2 A CNC marógép Z tengelyének összeszerelése.
A Z tengely összeszerelését a "" utasítás írja le
3 CNC maróasztal összeállítás, Y tengely
3.1 A portál összeszerelésének részletei, 2. ábra.
1) mart alkatrészek halmaza
4) ólomcsavarok a Modelist2030 - M12 marógéphez (1,75 mm-es osztás) d=8mm és d=5mm végmegmunkálással

2. ábra A portálmaró asztali CNC gép részletei
3.2 Nyomja be a lineáris csapágyakat, és helyezze be a lineáris csapágytartókat a mart hornyokba, 2. ábra. Helyezze be a lineáris vezetőket a lineáris golyóscsapágyakba.
2. ábra Asztali CNC marógép asztalának összeállítása
3.3 A lineáris csapágytartók a csúszóasztal-rész hornyaiba kerülnek. A tövis-hornyos csatlakozás kiváló merevséget biztosít a csomónak, ennek a csomónak minden része 18 mm-es rétegelt lemezből készült. Ezen túlmenően az alkatrészek csavaros csatlakozással történő meghúzásával biztosítjuk a hosszú és megbízható élettartamot, ehhez a lemezen lévő meglévő furaton keresztül, amely a fúróvezetőként szolgál, lyukat fúrunk a fúró homlokfelületébe. a lineáris csapágytartó, a 3. ábrán látható módon, egy 4 mm átmérőjű fúró.

3. ábra Szerelési furatok fúrása.
3.4 Magát az asztalt felhelyezzük, és a meglévő furatokon keresztül a készletből származó M4x55 csavarok segítségével rögzítjük, 4. és 5. ábra.

4. ábra A csúszóasztal csapágyainak felszerelése.

5. ábra A csúszóasztal csapágyainak felszerelése.
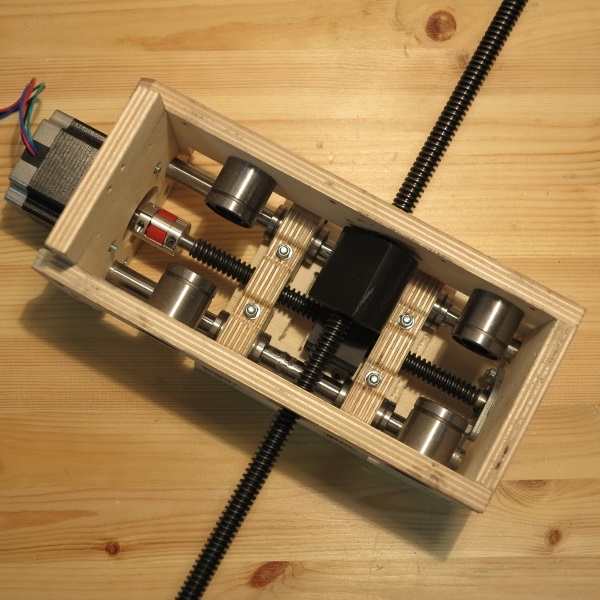
3.5 Nyomja be a nyomócsapágyakat az asztalkeret részleteibe. Helyezze be a grafittal töltött caprolonból készült ólomanyával ellátott vezércsavart a nyomócsapágyakba és a lineáris vezetőket a keretelemek hornyába, 6. ábra.

6. ábra A tolóasztal összeszerelése.
Rögzítse a keretelemeket a készletből származó csavarokkal. Az oldalsó rögzítéshez használjon 3x25 mm-es csavarokat, 7. ábra. A csavarok becsavarása előtt feltétlenül fúrjon 2 mm-es fúróval, hogy elkerülje a rétegelt lemez leválását.
Ha a vezércsavart nem szorítják be a mozgatható asztal aljának részei, és a csavar tengelye mentén holtjáték van a tartócsapágyakban, használjon 8 mm átmérőjű alátétet, 6. ábra.

7. ábra Az asztali gép vázának összeszerelése.
3.6 Állítsa középre a meghajtó anyát a lineáris csapágyak közé, és készítsen lyukakat a csavarok számára egy 2 mm-es fúróval (8. ábra), majd használja a készletből származó 3x20-as csavarokat a meghajtó anya rögzítéséhez. Fúráskor ügyeljen arra, hogy az orsóanya alatt ütközőt használjon, hogy ne hajlítsa meg az orsót. .

8. ábra A futóanya rögzítése.
4 A gép portáljának összeszerelése.
Az összeszereléshez szüksége lesz:
1) mart alkatrészek készlete a csúszóasztal összeszereléséhez
2) 16 mm átmérőjű acél lineáris vezetők (2 db)
3) lineáris csapágy LM16UU (4db)
4) ólomcsavarok a Modelist2030 - M12 marógéphez (1,75 mm-es osztás) d=8mm és d=5mm alatti végmegmunkálással.
Modelist3030 marógéphez - TR12x3 trapézcsavarok (3mm osztású) d=8mm alatti végmegmunkálással.
5. radiális csapágyak a vezércsavarok rögzítéséhez - (2 db)
6. futóanya grafittal töltött caprolonból - (- 1 db)
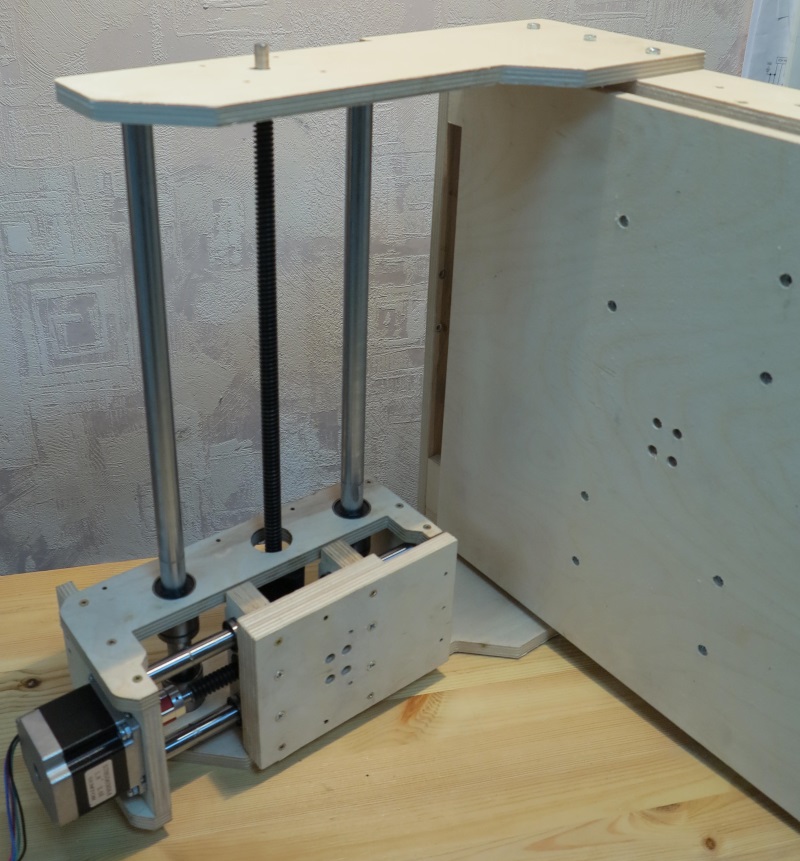
4.1 Rögzítse a portál oldalfalát, 9. ábra.

9. ábra Gépi portál összeállítás.
4.2 Illessze be a vezetőcsavart anyával a Z-tengely kocsi keretébe, 10. ábra.
10. ábra Vezetékes csavar beszerelése.
4.3 Illesszen be lineáris vezetőket, 11. ábra.

19. ábra A vezetőcsavar rögzítése "tolóerőben".
4.4 Rögzítse a portál második oldalát, 11. ábra.
11. ábra A portál második oldalának felszerelése
Ha a vezércsavart nem szorítják a mozgatható asztal alapjának részei, és a tengely mentén holtjáték van, használjon 8 mm átmérőjű alátétet.
4.5 Szerelje fel és rögzítse a Z kocsi hátsó falát, 12. ábra.

12. ábra A Z kocsi hátsó falának rögzítése.
4.6 Rögzítse a caprolon futóanyát a készletből származó 3x20-as csavarokkal, 13. ábra.

13. ábra: Az X tengely vezetőanya rögzítése.
4.7 Rögzítse a portál hátsó falát, 14. ábra, a készletből származó 3x25-ös csavarokkal. 
14. ábra A portál hátsó falának rögzítése.
5 Léptetőmotorok beszerelése.
Léptetőmotorok beszereléséhez használja a CNC gép mart alkatrészeinek készletéből származó rögzítőelemeket a Modelist3030 marógép Nema23 léptetőmotor-tartóinak összeszereléséhez.
15. ábra Léptetőmotorok beszerelése.
Szereljen be 5x8 mm-es csatlakozókat a motor tengelyének a vezetőcsavarhoz való csatlakoztatásához. Rögzítse a léptetőmotorokat a géphez, a rögzítéshez használja a készletből származó M4x55 csavart, 15. ábra.
6 Csatlakoztassa a vezérlőt az útválasztó hátuljához, és csatlakoztassa hozzá a motor kapcsait.
7 Az útválasztó telepítése.
A router a szerszám nyakánál vagy a testnél van rögzítve. A háztartási routerek nyakának szabványos átmérője 43 mm. Orsó átmérője 300W - 52mm, a testre szerelve. A telepítéshez szerelje össze a router tartóját, a rögzítési részleteket a 16. ábrán. Használja a készletben található 3x30 mm-es csavart.
16. ábra Orsórögzítés 43 mm
17. ábra CNC-be szerelt orsó
A Dremel hasonló szerszámok (gravírozók) beszerelésekor emellett a gravírozótestet egy bilinccsel kell rögzíteni a Z kocsihoz, 18. ábra.

18. ábra A gravírozó felszerelése a marógépre.
Lehetőség van porszívó csatlakoztatására szolgáló fúvóka felszerelésére
Sok projektnél a CNC router elengedhetetlen a jó és gyors eredmény eléréséhez. Némi kutakodás után a jelenlegi CNC gépeken arra a következtetésre jutottam, hogy minden 150k alatti gép nem tudja kielégíteni az igényeimet hely és pontosság tekintetében.

Amit akarok:
- munkaterület 900 x 400 x 120 mm
- viszonylag csendes orsó nagy teljesítménnyel alacsony fordulatszámon
- lehető legnagyobb merevség (alumínium alkatrészek marásához)
- lehető legnagyobb pontossággal
- USB interfész
- költeni akár 150 ezer rubelt
Ezekkel a követelményekkel kezdtem el a 3D-s tervezést vázlatokkal és rajzokkal, tesztelve a sok elérhető alkatrészt. A fő követelmény: az alkatrészeket egymással kombinálni kell. Végül úgy döntöttem, hogy egy 30-B típusú anyára építem a gépet 8 alumínium kerettel, 16 mm-es golyóscsapágyas orsóval, 15 mm-es golyóscsapágyvezetőkkel és 3 amperes NEMA23 léptetőmotorokkal, amelyek könnyen illeszkednek egy előre beépített rögzítőrendszerbe.
Ezek az alkatrészek tökéletesen illeszkednek egymáshoz anélkül, hogy speciális alkatrészekre lenne szükség.
1. lépés: A keret felépítése




A lényeg a jó tervezés...
A megrendelés után egy héttel megérkeztek az alkatrészek. És néhány perc múlva készen is volt az X-tengely. - Könnyebb, mint gondoltam! A 15 mm-es HRC lineáris csapágyak nagyon jó minőségű, és telepítésük után azonnal megérti, hogy nagyon jól fognak működni.
2 óra elteltével, amikor saját kezemmel szereltem össze egy CNC gépet Arduino-n, megjelent az első probléma: az orsók nem akarnak bejutni a gördülőcsapágyakba. A fagyasztóm nem elég nagy az 1060 mm-es orsókhoz, ezért úgy döntöttem, hogy veszek egy kis szárazjeget, ami azt jelentette, hogy egy hétre felfüggesztem a projektet.
2. lépés: Az orsó beállítása


Egy barátom bejött egy zacskó szárazjéggel, és pár perc fagyás után az orsók tökéletesen illeszkedtek a gördülőcsapágyakba. Még néhány csavar, és úgy néz ki, mint egy CNC gép.
3. lépés: Elektromos alkatrészek






A mechanikus rész elkészült, és rátérek az elektromos részekre.
Mivel nagyon ismerem az Arduinót, és teljes mértékben szeretnék irányítani az USB-t, először egy Arduino Unot választottam GRBL pajzsgal és TB8825 léptetőkkel. Ez a konfiguráció nagyon egyszerűen működik, és egy kis finomítás után a gép PC-vel kezelhető. Bírság!
De mivel a TB8825 max 1,9A-n és 36V-on megy (nagyon melegszik), elég az autó beindításához, de a túl kis teljesítmény miatt lépésveszteséget vettem észre. Egy hosszú őrlési folyamat ezen a hőmérsékleten rémálom.
Vettem egy olcsó TB6560-at Kínából (egyenként 300 rubel, 3 hét szállítás), és csatlakoztattam a GRBL pajzshoz. A névleges feszültség nem túl pontos ennél a lapnál, 12V-tól 32V-ig találja a névleges értékeket. Mivel már van 36V-os tápom, megpróbáltam adaptálni.
Eredmény: Két léptető hajtás jól működik, az egyik nem tudja kezelni a nagyobb feszültséget, a másik pedig csak egy irányba forog (nem tud irányt váltani).
Tehát ismét keresek egy jó sofőrt...
A TB6600 a végső döntésem. Teljesen alumínium hűtőburkolattal van borítva, és könnyen felállítható. Most a léptetőim az X és az Y tengelyen 2,2A-vel, a Z tengelyen pedig 2,7A-val működnek. 3A-ig tudnék menni, de mivel van egy zárt dobozom, ami megvédi az áramköröket az alumíniumportól, ezért úgy döntöttem, hogy 2,2 A-t használok, ami elég az igényeimnek és szinte nem termel hőt. Ezenkívül nem akarom, hogy a léptetők tönkretegyék az autót, ha hibáznak, amikor túl sok erőt adok nekik.
Sokáig gondolkodtam azon a megoldáson, hogy megvédjem a léptető tápegységet és a frekvenciaváltót az apró alumínium alkatrészektől. Sok olyan megoldás létezik, ahol a jelátalakítót nagyon magasra vagy a marógéptől kellő távolságra szerelik fel. A fő probléma az, hogy ezek az eszközök sok hőt termelnek, és aktív hűtést igényelnek. A végső döntésem a barátnőm gyönyörű harisnyanadrágja. 30 cm-es darabokra vágtam és védőtömlőnek használtam, ami nagyon egyszerű és jó légáramlást biztosít.
4. lépés: Orsó


A megfelelő orsó kiválasztása sok kutatást igényel. Eleinte egy készlet Kress1050 orsón gondolkodtam, de mivel 21000-es fordulatszámon csak 1050 watt, így kisebb fordulatszámon nem számíthatok sok teljesítményre.
Az alumínium és esetleg egyes acél alkatrészek szárazmarásával kapcsolatos igényeimhez 6000-12000 RPM teljesítményre van szükségem.
Ezért választottam végül egy 3 kW-os változtatható frekvenciás meghajtót Kínából (átalakítóval együtt) 25 ezer rubelért.
Az orsó minősége nagyon jó. Elég erős és könnyen beállítható. A súlyt alábecsültem 9kg-ra, de szerencsére elég erős a vázam és nincs gond a nehéz orsóval. (A nagy tömeg a 2,7A-es Z-tengelyes hajtás oka)
5. lépés: Munka befejezve

Kész. A gép nagyon jól működik, a léptetős meghajtókkal volt néhány probléma, de összességében nagyon elégedett vagyok az eredménnyel. Körülbelül 120 ezer rubelt költöttem, és van egy autóm, amely pontosan megfelel az igényeimnek.
Az első marási projekt az volt Negatív forma POM-ban (Parallax okklúziós térképezés). A gép remek munkát végzett!
6. lépés: Befejezés alumínium maráshoz


Már a POM-ban láttam, hogy az Y csapágyon kicsit nagy a nyomaték és a gép nagy erőkkel hajlik az Y tengely körül, ezért döntöttem úgy, hogy veszek egy második sínt és ennek megfelelően frissítem a portált.
Ezt követően szinte nincs holtjáték az orsóra ható erő miatt. Kiváló frissítés, és természetesen megéri a pénzt (10 ezer rubel).
Most készen állok az alumíniumra. Az AlMg4.5Mn-nel nagyon jó eredményeket értem el hűtés nélkül.
7. lépés: Következtetés
Saját CNC gép megépítése nem igazán rakétatudomány. nekem viszonylag rossz körülmények munka és felszerelés, de egy jó munkatervhez mindössze néhány bitre, csavarhúzóra, bilincsekre és egy normál fúrógép. Egy hónap CAD és beszerzési terv, valamint négy hónap összeszerelés a telepítés befejezéséhez. A második gép megalkotása sokkal gyorsabban ment volna, de ezen a téren minden előzetes tudás nélkül sokat kellett tanulnom ezalatt a mechanikáról és az elektronikáról.
8. lépés: Részletek
Itt megtalálja a gép összes fő alkatrészét. Az AlMg4,5Mn ötvözeteket ajánlom minden alumínium lemezhez.
Elektromos:
Ebay-en vettem az összes elektromos alkatrészt.
- Arduino + GRBL-Shield: ~ 1500 dörzsölje.
- Stepper driver: 1000 rub.\db
- Tápellátás: 3000 rubel.
- Léptetőmotorok: ~ 1500 rubel \ db
- Maróorsó + inverter: 25 ezer rubel.
Mechanikai:
- Lineáris csapágyak: link
- Lineáris sínek: link
- Golyós keringtető orsók: link
- 2x1052 mm
- 1x600mm
- 1x250 mm
- Fix orsó csapágyak + léptető tartó: link
- Lebegő csapágy: link
- Orsólépcsős csatlakozások: Kínai tengelykapcsolókat rendeltem 180 rubel/db áron
- Alsó profilok: link
- X-profilok sínekhez: link
- Y-profilok X-tengely léptető/orsó felszereléséhez: link
Portál:
- Profil a lineáris csapágyon X: link
- Hátsó panel / Tartó lemez: 5 mm-es alumínium lemez 600×200.
- Y-profilok: 2x link
- Z-profil: link
- Z-szerelőlap: 5mm 250×160 Alumínium lemez
- Z-tolólap orsós rögzítéshez: 5mm 200×160 Alumínium lemez
9. lépés: Szoftver
A CAD, majd a CAM és végül a G-Code Sender használata után nagyon csalódott vagyok. A jó szoftverek hosszú keresése után az Estlcam mellett döntöttem, amely nagyon kényelmes, erős és nagyon megfizethető (3 ezer rubel).
Teljesen felülírja az Arduinót, és egyedül vezérli a léptetőmotorokat. Sok jó dokumentált funkció van. A próbaverzió biztosítja a szoftver teljes funkcionalitását, csak a várakozási idő hozzáadásával.
Például él keresés. Csak csatlakoztatnia kell a vezetéket az Arduino A5 tűhöz és a munkadarabhoz (ha nem fém, akkor ideiglenesen lefedje alufóliával). Gépvezérléssel a marószerszámot most a munkafelülethez nyomhatja. Amint az áramkör bezárul, a gép leáll, és a tengelyt nullára állítja. Nagyon hasznos! (általában nincs szükség földelésre, mert az orsót földelni kell)
10. lépés: Javítás

Eddig az Y és Z tengelyeken ideiglenes műanyag konzolok voltak az orsóanyák erőinek átvitelére, és ennek megfelelően mozgatták a maróorsót.
A műanyag fogszabályzó kemény műanyag volt, de nem bízom bennük túlságosan. Képzelje el, hogy a Z-tengely konzolja fékezni fog, a maróorsó egyszerűen leesik (nyilván a marás során).
Ezért most alumíniumötvözetből (AlMgSi) készítettem ezeket a tartókat. Az eredmény a képen található. Sokkal erősebbek, mint a korábban router nélküli műanyag változat.
11. lépés: A gép üzemben




Most egy kis CNC gyakorlással egy barkácsoló famegmunkáló gép már nagyon jó eredményt ad (hobbinak). Ezeken a képeken egy AlMg4,5Mn fúvóka látható. Mindkét oldalról kellett marni. Az utolsó fotón mi történt polírozás és csiszolópapír nélkül.
6 mm-es VHM vágót használtam 3 pengével. Azt tapasztaltam, hogy a 4-6 mm-es szerszámok nagyon jó eredményeket adnak ezen a gépen.
Nehezen gyártható, műszaki alkatrészeken kívül elektronikus berendezéssel rendelkezik, melyet csak szakember szerelhet fel. Ezzel a véleménnyel ellentétben a CNC gép saját kezű összeszerelésének lehetősége nagyszerű, ha előzetesen elkészíti a szükséges rajzokat, diagramokat és alkatrészanyagokat.
Előkészítő munkák elvégzése
Ha otthon saját kezűleg tervez CNC-t, el kell döntenie, hogy melyik séma szerint fog működni.
Gyakran egy használtat vesznek egy jövőbeli készülék alapjául.
A fúrógép CNC gép alapjaként használható
Ehhez a munkafejet marófejre kell cserélni.
A CNC gép saját kezű tervezésének legnagyobb nehézsége egy olyan eszköz létrehozása, amellyel a munkaeszköz három síkban mozog.
A probléma részleges megoldása segít a hagyományos nyomtatóból vett kocsikon. A szerszám mindkét síkban képes lesz mozogni. CNC géphez jobb kocsikat választani egy nagy méretű nyomtatóból.
Egy ilyen séma lehetővé teszi, hogy később csatlakozzon a gépvezérléshez. Hátránya, hogy a CNC marógép csak fával működik, műanyag termékek, vékony fémből készült termékek. Ez annak a ténynek köszönhető, hogy a nyomtatókocsik nem rendelkeznek a szükséges merevséggel.
Figyelmet kell fordítani a jövőbeli egység motorjára. Szerepe a munkaeszköz mozgására redukálódik. Ettől függ a munka minősége és a marási műveletek elvégzésének lehetősége.
A házi készítésű CNC útválasztó jó választása a léptetőmotor.

Az ilyen motor alternatívája a korábban továbbfejlesztett és a készülék szabványaihoz igazított villanymotor.
Bárki, aki léptetőmotort használ, megengedi, hogy ne használjon csavarhajtást, ez semmilyen módon nem befolyásolja az ilyen fa CNC képességeit. Az ilyen egységen a maráshoz fogazott szíjakat kell használni. A szabványos szíjakkal ellentétben nem csúsznak a szíjtárcsákon.
A jövőbeli gép maróját helyesen kell megtervezni, ehhez részletes rajzokra lesz szüksége.
Az összeszereléshez szükséges anyagok és szerszámok
A CNC gépek általános anyagkészlete a következőket tartalmazza:
- kábel 14-19 m hosszú;
- fa feldolgozása;
- vágó tokmány;
- az orsóval azonos teljesítményű frekvenciaváltót;
- csapágyak;
- vezérlőtábla;
- vízszivattyú;
- hűtőtömlő;
- három léptetőmotor a szerkezet három mozgási tengelyéhez;
- csavarok;
- védőkábel;
- csavarok;
- rétegelt lemez, forgácslap, falemez ill fém szerkezet választani a jövőbeli eszköz testeként;
- puha kuplung.

Javasoljuk, hogy saját kezűleg készítsen hűtőfolyadékkal ellátott orsót. Ez lehetővé teszi, hogy ne kapcsolja ki 10 percenként, hogy lehűljön. Munkavégzésre alkalmas házi készítésű CNC gép, teljesítménye legalább 1,2 kW. A legjobb lehetőség 2 kW teljesítményű készülék lesz.
Az egység gyártásához szükséges szerszámkészlet a következőket tartalmazza:
- kalapácsok;
- elektromos szalag;
- összeszerelési kulcsok;
- ragasztó;
- csavarhúzó
- forrasztópáka, tömítőanyag;
- daráló, gyakran fémfűrészre cserélik;
- fogó, hegesztőgép, olló, fogó.
Egy egyszerű CNC barkácsológép
A gép összeszerelésének menete
A házi készítésű CNC marógépet a következő séma szerint szerelik össze:
- az elektromos rendszert jelző berendezés rajzainak és diagramjainak elkészítése;
- leendő házi készítésű CNC gépet tartalmazó anyagok vásárlása;
- ágy, motorok, munkafelület, portál, orsó felszerelése kerül rá;
- portál telepítés;
- a Z tengely beállítása;
- a munkafelület rögzítése;
- orsó felszerelése;
- vízhűtő rendszer telepítése;
- az elektromos rendszer telepítése;
- a tábla csatlakoztatása, segítségével a készülék vezérlése;
- szoftver beállítása;
- az egység indítása.
Az ágy alapja alumíniumból készült anyag.

A keretnek alumíniumból kell készülnie
Ennek a fémnek a profiljait 41 * 81 mm-es metszetekkel választják ki, 11 mm-es lemezvastagsággal. Maga az ágy teste alumínium sarkokkal van összekötve.
A portál telepítése határozza meg, hogy a CNC gép milyen vastagságú terméket tud feldolgozni. Főleg, ha kézzel készült. Minél magasabb a portál, annál vastagabb a feldolgozható termék. Fontos, hogy ne telepítse túl magasra, mivel ez a kialakítás kevésbé lesz tartós és megbízható. A portál az X tengely mentén mozog, és magán hordozza az orsót.
Az egység munkafelületének anyagaként alumínium profilt használnak. Gyakran készítsen egy profilt T-nyílásokkal. Mert otthoni használatra fogadja el, vastagsága legalább 17 mm.
Miután a készülék kerete elkészült, folytassa az orsó felszerelésével. Fontos, hogy függőlegesen telepítse, mivel a jövőben be kell állítani, ez a szükséges szög rögzítése érdekében történik.
Az elektromos rendszer telepítéséhez a következő alkatrészek megléte szükséges:
- tápegység;
- számítógép;
- léptetőmotor;
- fizetés;
- stop gomb;
- motorvezetők.

A rendszerhez LPT portra van szükség. Ezenkívül telepítve van, amely vezérli a készülék működését, és lehetővé teszi, hogy megválaszolja azt a kérdést, hogyan kell ezt vagy azt a műveletet végrehajtani. A vezérlés motorokon keresztül magához a marógéphez csatlakozik.
Az elektronika gépre telepítése után le kell töltenie a működéshez szükséges illesztőprogramokat és programokat.
Gyakori építési hibák
A CNC gép összeszerelésénél gyakori hiba a rajz hiánya, de az összeszerelés ennek megfelelően történik. Emiatt hiányosságok vannak a készülékszerkezetek tervezésében és telepítésében.
Gyakran a gép helytelen működése a helytelenül kiválasztott frekvenciaváltóhoz és orsóhoz kapcsolódik.

A gép megfelelő működéséhez ki kell választani a megfelelő orsót
A léptetőmotorok sok esetben nem kapnak megfelelő teljesítményt, ezért külön külön tápegységet kell választani hozzájuk.
Figyelembe kell venni, hogy a megfelelően telepített kapcsolási rajz és szoftver számos, különböző bonyolultságú művelet elvégzését teszi lehetővé az eszközön. A barkácsoló CNC gépet középfokú mester is el tudja végezni, az egység kialakítása számos jellemzővel bír, de nem nehéz rajzok segítségével összeszerelni az alkatrészeket.
A saját kezűleg összeállított CNC-vel könnyű dolgozni, tanulmányoznia kell az információs bázist, egy sor képzési munkát kell végeznie, és elemeznie kell az egység és az alkatrészek állapotát. Ne rohanjon, ne húzza meg a mozgó alkatrészeket, és ne nyissa ki a CNC-t.
A szakszerű famunka elvégzésének feltétele a jelenlét. Kereskedelmi forgalomban kapható utak, és nem mindenki engedheti meg magának. Ezért sokan saját kezűleg készítik őket, pénzt takarítanak meg és élvezik a kreatív folyamatot.
Két lehetőség van a mini gépek gyártására:
- alkatrészkészlet vásárlása és gyártása (40-110 ezer rubel értékű modellkészletek);
- készítsd el saját kezűleg.
Fontolja meg a mini CNC marógépek gyártását saját kezével.
A tervezési jellemzők kiválasztása
A famarásra szolgáló mini eszköz fejlesztésével és gyártásával kapcsolatos tevékenységek listája a következő:
- Kezdetben el kell döntenie, hogy milyen munkáról beszélünk. Ez megmondja, hogy milyen méretű és vastagságú alkatrészeket lehet feldolgozni rajta.
- Készítsen elrendezést és becsült alkatrészlistát egy házi készítésű asztali géphez barkácsgyártáshoz.
- Válassza ki a szoftvert, hogy működőképes állapotba hozza, hogy az adott program szerint működjön.
- Vásárolja meg a szükséges alkatrészeket, alkatrészeket, termékeket.
- Rajzok birtokában készítse el saját kezével a hiányzó elemeket, szerelje össze és hibajavítsa a kész terméket.
Tervezés
A házi készítésű gép a következő fő részekből áll:
- ágy egy asztallal;
- féknyergek, amelyek képesek a vágóvágót három koordinátában mozgatni;
- orsó maróval;
- Útmutatók féknyergek és portál mozgatásához;
- olyan tápegység, amely mikroáramkörök segítségével árammal látja el a motorokat, vezérlőt vagy kapcsolótáblát;
- járművezetők a munka stabilizálására;
- fűrészporos porszívó.
A keretre vezetők vannak felszerelve, amelyek a portált az Y tengely mentén mozgatják A portálon vezetők vannak elhelyezve, amelyek a féknyereg X tengely mentén mozgatják. Az orsó a maróval a féknyeregre van felszerelve. A vezetői (Z-tengely) mentén mozog.
A vezérlő és a meghajtók biztosítják a CNC gép automatizálását azáltal, hogy parancsokat továbbítanak az elektromos motorokhoz. A Kcam szoftvercsomag segítségével bármilyen vezérlőt használhat, és motorvezérlést biztosít a programba bevitt alkatrészrajznak megfelelően.
A kialakítást merevvé kell tenni, hogy ellenálljon a működés közben fellépő munkaerőknek, és ne vezessen rezgéseket. A rezgések a kapott termék minőségének csökkenéséhez, a szerszám töréséhez vezetnek. Ezért a kötőelemek méreteinek biztosítaniuk kell a szerkezet szilárdságát.
Házi készítésű CNC marógépet használnak a háromdimenziós 3D kép elkészítéséhez fa részlet. Az egység asztalához van rögzítve. Gravírozóként is használható. A kialakítás biztosítja a munkatest - az orsó mozgását a maróval a meghatározott cselekvési program szerint. A féknyereg az X és Y tengelyek mentén, polírozott vezetők mentén, léptetőmotorok segítségével mozog.
Az orsó függőleges Z tengely mentén történő mozgatása lehetővé teszi a fán létrehozott rajz feldolgozási mélységének megváltoztatását. 3D-s domborműves rajz készítéséhez rajzokat kell készítenie. Használata célszerű különböző fajták vágók, amelyek lehetővé teszik a legjobb képmegjelenítési lehetőségek elérését.
Összetevők kiválasztása
Vezetőkhöz D = 12 mm-es acélrudakat használnak. A kocsik jobb mozgása érdekében köszörültek. Hosszúságuk az asztal méretétől függ. Használhat mátrixnyomtatóból származó edzett acél rudakat.
A léptetőmotorok innentől használhatók. Paramétereik: 24 V, 5 A.
Kívánatos a marók rögzítését befogópatronnal biztosítani.
A házi készítésű mini marógéphez jobb gyári tápegységet használni, mivel a teljesítmény attól függ.
A vezérlőnek SMD-csomagokban lévő kondenzátorokat és ellenállásokat kell használnia a felületre szereléshez.
Szerelés
A 3D faalkatrészek saját kezű marására szolgáló házi készítésű gép összeállításához rajzokat kell készítenie, elő kell készítenie nélkülözhetetlen eszköz, kiegészítők, készítsd el a hiányzó alkatrészeket. Ezt követően megkezdheti az összeszerelést.
A 3D-s feldolgozással rendelkező mini CNC gép saját készítésű összeszerelési folyamata a következőkből áll:
- féknyereg vezetők vannak beépítve az oldalfalakba a kocsival együtt (csavarok nélkül).
- a kocsikat addig mozgatják a vezetők mentén, amíg mozgásuk egyenletessé nem válik. Így a féknyereg furatai átlapolódnak.
- a féknyergek meghúzócsavarjai.
- szerelőegységek rögzítése a gépen és csavarok beszerelése.
- léptetőmotorok beépítése és csavarokkal való összekötése tengelykapcsolókkal.
- a vezérlő egy külön blokkban van kiosztva, hogy csökkentse a működési mechanizmusok rá gyakorolt hatását.
Házi készítésű CNC gépet összeszerelés után tesztelni kell! A 3D-s feldolgozás tesztelése takarékos módok használatával történik az összes probléma azonosítására és kijavítására.
Automatikus üzemmódban történő munkavégzés biztosított szoftver. A haladó számítógép-felhasználók tápegységeket és meghajtókat használhatnak vezérlőkhöz, léptetőmotorokhoz. A tápegység a bejövő váltakozó áramot (220 V, 50 Hz) egyenárammá alakítja, amely a vezérlő és a léptetőmotorok táplálásához szükséges. Számukra a személyi számítógépről történő gépvezérlés az LPT porton keresztül halad át. A munkaprogramok a Turbo CNC és a VRI-CNC. A megvalósításhoz szükséges rajzok fában történő elkészítéséhez a CorelDRAW és az ArtCAM grafikus szerkesztők programjait használják.
Eredmények
Házi készítésű mini CNC marógép 3D alkatrészekhez könnyen kezelhető, biztosítja a feldolgozás pontosságát és minőségét. Ha összetettebb munkát szeretne végezni, akkor nagyobb teljesítményű léptetőmotorokat kell használnia (például: 57BYGH-401A). Ebben az esetben a féknyergek mozgatásához fogasszíjakat kell használni a csavarok forgatásához, nem pedig tengelykapcsolót.
A tápegység (S-250-24), kapcsolótábla, meghajtók beszerelése a régi házba számítógépről, annak módosításával történhet. Rajta telepíthet egy piros "stop" gombot a berendezés vészleállításához.
Érdekelhetnek a cikkek is:
Csináld magad favágó gép Hogyan készítsünk fagyalut saját kezűleg Famásoló-marógépek
A projekt célja egy asztali CNC gép létrehozása. Lehetett kész gépet vásárolni, de az ára és a méretei nem feleltek meg nekem, ezért úgy döntöttem, hogy egy CNC gépet építek a következő követelményekkel:
- használat egyszerű eszközök(csak egy fúrógép kell hozzá, szalagfűrészés kéziszerszámok)
- alacsony költség (alacsony költséget kerestem, de így is körülbelül 600 dollárért vettem termékeket, sokat spórolhatsz, ha a megfelelő üzletekben vásárolsz)
- kis alapterület (30"x25")
- Normál munkaterület (10" X, 14" Y, 4" Z)
- nagy vágási sebesség (60"/perc)
- kevés elem (kevesebb, mint 30 egyedi)
- elérhető elemek (minden elem megvásárolható egy hardverben és három online áruházban)
- a rétegelt lemez sikeres feldolgozásának lehetősége
Mások gépei
Íme néhány fotó más gépekről, amelyeket e cikk szerint szereltek össze

1. fotó - Chris és egy barátja úgy szerelte össze a gépet, hogy 0,5"-os akrilból lézervágással alkatrészeket vágott ki. De mindenki, aki dolgozott akrillal, tudja, hogy a lézervágás jó, de az akril nem bírja a fúrást, és ezen sok lyuk van. projekt .csinálták Jó munka, további információk Chris blogjában találhatók. Különösen szerettem 2D-s vágásokkal 3D objektumot készíteni.

2. kép – Sam McCaskill egy nagyon szép asztali CNC gépet készített. Lenyűgözött, hogy nem egyszerűsítette le a munkáját, és minden elemet kézzel vágott ki. Lenyűgözött ez a projekt.

3. fotó – Az Angry Monk által használt DMF-alkatrészek lézervágóval vágva, és propellermotorokká átalakított fogasszíj-hajtású motorok.

4. kép - Bret Golab összeszerelte a gépet és beállította, hogy működjön Linux CNC-vel (én is próbálkoztam ezzel, de a nehézség miatt nem sikerült).Ha érdekelnek a beállításai, felveheted vele a kapcsolatot. remek munkát végzett!
Attól tartok, nincs elég tapasztalatom és tudásom ahhoz, hogy elmagyarázzam a CNC alapjait, de a CNCZone.com fórumon kiterjedt rovat található a házi készítésű gépekről, ami sokat segített.

Vágó: Dremel vagy Dremel típusú szerszám
Tengely opciók:
X tengely
Utazási távolság: 14"
Sebesség: 60"/perc
Gyorsulás: 1"/s2
Felbontás: 1/2000"
Impulzusok hüvelykenként: 2001
Y-tengely
Utazási távolság: 10"
Hajtás: Fogasszíjhajtás
Sebesség: 60"/perc
Gyorsulás: 1"/s2
Felbontás: 1/2000"
Impulzusok hüvelykenként: 2001
Z-tengely (fel-le)
Utazási távolság: 4"
Hajtás: Csavar
Gyorsulás: .2"/s2
Sebesség: 12"/perc
Felbontás: 1/8000"
Impulzusok hüvelykenként: 8000
Szükséges eszközök
Arra törekedtem, hogy olyan népszerű eszközöket használjak, amelyeket egy hagyományos kézműves boltban lehet megvásárolni.

Elektromos szerszám:
- szalagfűrész vagy kirakós
- fúrógép (fúrók 1/4", 5/16", 7/16", 5/8", 7/8", 8mm (kb. 5/16")), más néven Q
- egy nyomtató
- Dremel vagy hasonló szerszám (a kész gépbe kell beszerelni).
Kéziszerszám:
- gumikalapács (az elemek helyére ültetéséhez)
- hatszögek (5/64", 1/16")
- csavarhúzó
- ragasztórúd vagy spray-ragasztó
- Állítható villáskulcs (vagy racsnis dugókulcs és 7/16"-es aljzat)
Szükséges anyagok
A csatolt PDF fájl (CNC-Part-Summary.pdf) tartalmazza az összes költséget és információt az egyes tételekről. Itt csak összefoglaló információk találhatók.

Lapok --- 20 dollár
- Darab 48"x48" 1/2" MDF ( bármelyik megteszi lap anyaga 1/2" vastag. UHMW-t tervezek használni a gép következő verziójában, de most túl drága)
- Egy darab 5"x5" 3/4" MDF (ezt a darabot távtartóként használják, így bármilyen 3/4"-es anyagot használhat)
Motorok és vezérlők --- 255 dollár
-Egész cikk írható a vezérlők és motorok kiválasztásáról. Röviden: szüksége van egy vezérlőre, amely három motort és körülbelül 100 oz/in nyomatékú motort képes vezérelni. Vettem motorokat és kész vezérlőt és minden jól működött.
Hardver --- 275 dollár
- Három üzletben vásároltam ezeket a termékeket. Az egyszerű alkatrészeket egy hardverboltból, a speciális meghajtókat a McMaster Carr-tól (http://www.mcmaster.com) és a csapágyakat, amelyekre sok szükségem van, egy online kiskereskedőtől vásároltam 40 dollárért 100 darabért. (ez elég alku). , sok csapágy marad más projekteknél).
Szoftver --- (ingyenes)
-Kell egy program a terv megrajzolásához (én CorelDraw-t használom), és most már használom próbaverzió Mach3, de azt tervezem, hogy váltok LinuxCNC-re (nyílt forráskódú gépvezérlő Linuxot használva)
Fejegység --- (opcionális)
- Telepítettem a Dremelt a gépemre, de ha érdekel a 3D nyomtatás (pl. RepRap), akkor telepítheti a készülékét.
Nyomtatási sablonok
Volt némi tapasztalatom kirakós fűrésszel, ezért úgy döntöttem, felragasztom a sablonokat. A lapra elhelyezett sablonokkal PDF fájlokat kell nyomtatni, a lapot az anyagra ragasztani és a részleteket kivágni.

Fájlnév és anyag:
Mind: CNC-Cut-Summary.pdf
0,5" MDF (35 8,5" x 11" sablonlap): CNC-0,5MDF-CutLayout-(Rev3).pdf
0,75" MDF: CNC-0,75MDF-CutLayout-(Rev2).pdf
0,75" alumínium cső: CNC-0,75Alum-CutLayout-(Rev3).pdf
0,5" MDF (1 48"x48" mintalap): CNC (Egy 48x48 oldal) 05-MDF-CutPattern.pdf
Megjegyzés: Csatolok CorelDraw rajzokat eredeti formátumban (CNC-CorelDrawFormat-CutPatterns (Rev2) ZIP) azoknak, akik változtatni szeretnének.
Megjegyzés: Két lehetőség van az MDF 0,5"-es MDF-CutPattern.pdf) esetén, egy 48"x48"-os lappal nagyformátumú nyomtatón történő nyomtatáshoz.
Lépésről lépésre:
1. Töltse le három PDF-sablont.
2. Nyissa meg az egyes fájlokat az Adobe Readerben
3. Nyissa meg a nyomtatási ablakot
4. (FONTOS) Tiltsa le az oldalméretezést.
5. Ellenőrizze, hogy a fájl nem méreteződött-e véletlenül. Az első alkalommal nem tettem ezt meg, és mindent 90%-os léptékben nyomtattam az alábbiak szerint.
Ragasztó és vágó elemek
Ragassza fel a nyomtatott sablonokat az MDF-re és az alumíniumcsőre. Ezután csak vágja ki a részt a kontúr mentén.



Mint fentebb említettük, véletlenül 90%-os méretarányban nyomtattam ki a sablonokat, és ezt nem vettem észre egészen addig, amíg el nem kezdtem vágni. Sajnos ezt eddig a szakaszig nem értettem. Maradtak a 90%-os méretarányú sablonok, és az országon át költözve hozzáfértem egy teljes méretű CNC-hez. Ezzel a géppel nem tudtam ellenállni és kivágni az elemeket, de fúrni nem tudtam hátoldal. Éppen ezért a fotókon minden elem sablon nélkül van.

fúrás
Nem számoltam meg pontosan hányat, de ez a projekt sok lyukat használ. A végére fúrt lyukak különösen fontosak, de szánjon időt ezek elkészítésére, és ritkán lesz szükség gumikalapács használatára.
Helyek lyukak a bélés egymás tetején egy kísérlet, hogy a hornyok. Talán van egy CNC gépe, amely ezt jobban meg tudja csinálni.
Ha elérted ezt a lépést, akkor gratulálok! Egy csomó elemet elnézve elég nehéz elképzelni, hogyan kell összeszerelni egy gépet, ezért megpróbáltam elkészíteni részletes utasításokat hasonlóan a LEGO utasításokhoz. (mellékelt PDF CNC-Assembly-Instructions.pdf). Elég érdekesen néz ki lépésről lépésre fotók szerelvények.



Kész!
A gép készen áll! Remélem elkészítetted és futtattad. Remélem, hogy a cikk nem hagyja ki a fontos részleteket és pontokat. Íme egy videó, amelyen látható, hogy a gép rózsaszín habra vágja a mintát.